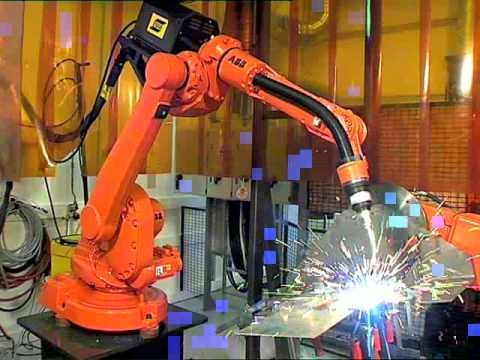
Welding Robots

Robot welding is the use of mechanized programmable tools (robots), which completely automate a welding process by both performing the weld and handling the part. Processes such as gas metal arc welding, while often automated, are not necessarily equivalent to robot welding, since a human operator sometimes prepares the materials to be welded. Robot welding is commonly used for resistance spot welding and arc welding in high production applications,
Robot welding is a relatively new application of robotics, even though robots were first introduced into US industry during the 1960s. The use of robots in welding did not take off until the 1980s, when the automotive industry began using robots extensively for spot welding. Since then, both the number of robots used in industry and the number of their applications has grown greatly. In 2005, more than 120,000 robots were in use in North American industry, about half of them for welding. Growth is primarily limited by high equipment costs, and the resulting restriction to high-production applications.
BASICS OF WELDING ROBOTS
1. Arc Welding: an electric arc between an electrode and metal base produces an intense heat to melt and intermix two parts. Arc welding is used for applications calling for high accuracy and repeatability.
2. Resistance Welding: a current is passed between two metal pieces of metal, a pool is formed by the resulting heat, and the two pieces are joined together. Resistance welding is the most economical form of robotic welding and is best for heat-treating projects.
3. Spot Welding: a type of resistance welding, spot welding joins thin metals that resist electrical currents. It’s typically used in the automotive industry to join sheet metal frames together.
4. TIG Welding: a high-quality process where an arc is formed between a non-consumable tungsten electrode and the metal part. Also known as Gas Tungsten Arc Welding (GTAW), TIG welding is used when precision is of the utmost importance.
5. MIG Welding: a high deposition rate process that involves feeding a wire continuously toward the heated weld tip. Also known as Gas Metal Arc Welding (GMAW), it is best for applications where system simplicity and speed are desirable.
6. Laser Welding: a laser generator delivers via a fiber optic cable a laser light through a robotic cutting head to weld pieces together. Laser welding, including remote laser welding for hard to reach weld locations, is often used in high volume applications that require high accuracy, such as the automotive sector or in the medical or jewelry industries.
7. Plasma Welding: ionized gas passes through a copper nozzle to produce extremely high temperatures. Plasma welding is used when flexibility is required, as velocity and temperatures can be easily adjusted.
FUTURE SCOPE
The main advantage is that it will ease life of human in every way. Introduction of robot in coming years will change the way of work, whether, it is house hold , office work or for the use of military personals as it is time-saving. A machine can do any work in half of the time than men can do. It works with 100 percent efficiently and with fewer error . For example, medical fields are taking benefit with it, few manpower and efficient work in just half of the time as compared to earlier days where it was time consuming.
ADVANTAGES
1. Increase in Productivity: With a robots ability to process welded components three to five times faster than humans by operating continuously, withstanding a greater arc on-time and moving quickly between weld joint positions, a robotic welding system can provide substantial increases in output.
2. Consistent and Repeatability: Manual welding requires a high level of skill as well as concentration to achieve consistency and repeatability. A robotic welder can continue to perform precisely the same weld cycle continuously, 24 hours a day, seven days a week.
3. Flexibility: Manual welding processes require multiple jigs which are swapped out with each production run. Robots can save valuable time and eliminate tool changes as grippers can grab any part regardless of size or shape, position it on the assembly, and hold it tight during the welding process
4. Safety: Numerous safety risks exist for welders such as electric shock, exposure to gases and toxic fumes, and welder’s flash burns to the eyes cornea. Robotic welders have proven themselves in reducing the number of accidents to workers in the metal fabrication industry with the number of injuries reported to Safe Work Australia reducing each year.
5. Quality: A robotic welder can achieve superior quality by ensuring the correct welding angle, speed, and distance with repeatability of accuracy of (+0.04mm). Ensuring that every single welding joint is consistently produced to the highest quality significantly reduces the need for costly rework.
6. Labour: With a shortage of skilled workers, robotic welders have helped to overcome this issue. Whilst manual welders will still be required for jobs which have a high degree of customisation, a robotic welder will alleviate issues in busy times by reducing additional hours and the need to hire and train extra staff.
7. Reduce Consumables: With manual welding, the size of the weld is determined from the operator and could result in a larger weld than required. Robots are programmed to always weld to the correct length and size of the joint requirement, providing significant saving over time.
8. Reduced Production Costs: Through improvements in quality, consistency and productivity a robotic welding system can deliver parts at a reduced cost. Further saving can also be made through reduced energy consumption and consumable costs in addition to lowering workers compensation and insurance costs.
9. Reduction in Weld Distortion: Distortion in a weld occurs from the expansion and contraction of the weld metal and adjacent base metal during the heating and cooling cycle of the welding process. Robotic welders are tuned to correctly size the weld for the requirements of the joint, minimize the amount of weld passes and complete the process with speed to minimizing the heating of the surrounding metal that can expand and lead to distortion.
CONCLUSION
Robotic gas metal arc welding (GMAW) has high potential in the field of automation of welding especially in automobile industry and construction field, where redundancy in work occurs with conventional techniques. This dissertation presents the experimental investigations carried out on butt jointed BR steel using robotic GMAW. Experiments were conducted under various combinations of arc-current, stick-out, arc voltage and travelling-speed at three levels of four responses, namely, bead geometry (bead-width, bead-penetration and bead-height) and mechanical properties (tensile strength, impact energy and micro-hardness). The optimization of these parameters was carried out using design of experiments. The parameters were optimized individually using Taguchi techniques, and also simultaneously using multi-objective optimization using genetic algorithm (MOOGA).
welding-robots-11267-ChBqpoA.pdf (295 KB)

